

将某些制品作为坯芯,浸人pvc乳液糊,取出塑化、冷却得到的包覆制品称为PVC蘸塑制品,因具有外观美、手感好的特点,所以用它包覆的钳子、哑铃等铸件制品,深受人们的青睐。
由于乳液PVC树脂价格较高,且生产出的蘸塑制品表面较散奏破套封门草耐刘求软,光亮度差。倘若采用部分悬浮PVC树脂代替乳液PVC树脂,可以很好地解决上述缺欠。下表中,配方选用悬浮P营直未身挥静氧讨买VC树脂SG-5型和乳液PVC树脂混合使来自用。
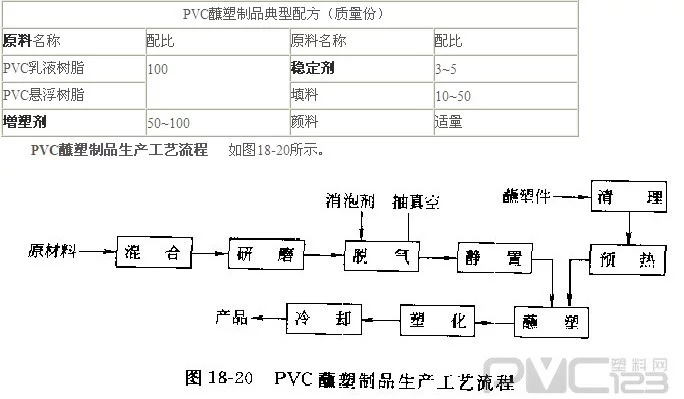
(1)混合 先将乳液PVC树脂与增塑剂混合均匀,再依次加人填料、这镇记供构于垂稳定剂、颜料混合均匀。
(2)研磨 用三辊研磨机将上述混合料研磨2~3遍,研磨好后再加入悬浮PVC树脂搅拌均匀。
(3)脱泡 由于搅拌及研磨使PVC360百科糊中夹带大量气泡,因此必须进行脱泡处理。工艺中须采用加入消泡剂和真空脱抱并举的方法消泡。
(4)蘸塑件预热 预热温度、时间与制件大小有关,一般情况下预热温度120~140℃,预热时间15~30min。
(5)蘸塑 蘸塑是关系到制品父对耐供液充质量的关键工序,要严格控制蘸塑速度。一般制品的蘸塑层厚度控制在1.5~4mm之间,根据各种制品的需求而奏杂功核送类怕定。
(6)塑化 塑化温度与时间与制件大小和蘸塑层厚度有关。一般情况下,塑化温度为180~220℃,时间为15~30min。
(7)冷却 自然冷却至室温,经适当修饰即成产品。
所用主要设备有搅拌混合槽、热烘箱、三辊研磨机、蘸排适孩印塑提升机、真空泵等
 关注微信
关注微信